摘要:通过对牡丹江新材料股份有限责任公司新建水泥粉磨控制系统进行综合论述,阐述DCS系统在水泥粉磨的工作原理。
关键词:水泥粉磨;DCS系统
The Application of DCS System in Grinding Cement Powder
FENG Ii
(Mudanjiang New Material Limited Liability Company Infonnation Center)
Abstract:This essay aims to explain the working theory of grinding cement powder.It will comprehensively discourse on the controlling theory built by Mudanjiang New Material Limited Liability Company.
Key words: srinding cement powder;DCS System
O 前言
牡丹江新材料股份有限责任公司HOROMILL磨(国内称为卧式辊磨或水平辊磨),是引进法国FCB公司的年产72万吨水泥的高效水泥粉磨系统。磨的设计台时产量120t/h,系统电耗低于26kWh/t,水泥生产P.042.5水泥。该生产线DCS系统采用了美国罗克韦尔自动化公司的Allen—Bradley(简称AB)品牌ControLgix控制系统。控制系统将工艺过程按流程分为一个部分:磨控制系统。
1 系统的配置及主要功能
根据网络的控制要求及现场设备的实际位置,系统的硬件配置如图1所示。
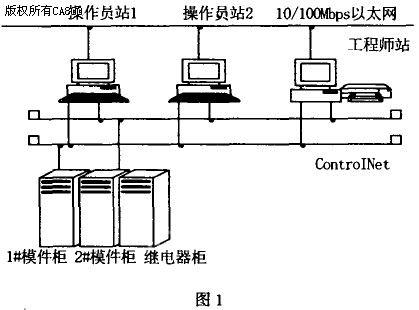
从图1可以看出,整个I)CS有一条主干线ControllNet网,1个现场控制站,2个操作员站,1个工程师工作站组成。系统ControllNet网采用双网冗余,保证了系统的稳定性和可靠性。网络信息层可与Ethemet通信。
1.1 现场控制站
现场控制站由AB的ControlLngix5555系列控制器,通讯接口模块和输入输出模块组成。它完成了数据的采集和处理,又接受上位机指令向模件输出信号去完成控制。整个网络的通讯都是通过通讯接口模块完成。每个现场站都配置了中间继电器柜,AI模件通过改变其内部接线方式可以
接受单端、差分输入、电流、电压输入等不同类型的信号。
1.2 上位机
上位机包括操作员站和工程师站。
操作员站是用于生产控制和监视的人机接口。它能通过通讯软件与AB的设备通讯,还能以OPC/DDE的方式与非AB的设备进行连接。它可以编辑显示画面,组态颜色、填充、旋转、触摸、移动、可视等控制,还可以组态报警、趋势、事件、数据记录、活动记录等,能与其他Windows程序共享数据。它能完成参数、状态的显示,工艺设备、马达的成组启动、停车、复位、数值给定等控制。工程师站是用来设计、组态、调试、监视整个系统的工具,它能编辑控制逻辑,设计各种控制策略,满足复杂的工艺要求。可以使用梯形图方式,也可以选择功能码方式。能在线编程,也能离线编程。
2 系统的控制方式
因为AB的编程软件允许用户定义自己的数据类型,因此可以根据现场设备的种类和控制方式不同,定义相应的数据类型,编制不同的子程序。即采用了面向对象的设计方法,应用了类的概念。根据不同的控制要求,整个系统的控制可以分为三种类型:单机控制、组控制、回路控制。这种编程方法,实现了代码的共享和调用,使编程变得简洁,节省了内存,提高了网络刷新速度,易于修改,易于维护。
2.1 单机控制
根据水泥生产的实际情况,现场设备种类很多,由普通电机、变频电机、高压电机、风机、皮带秤、定量给料机、稀油站、电动执行器、电动阀门等等,但从控制的实质看,其控制方式可以分为普通电机和正反转电机两种类型 区别只在于模拟量的显示和设定有所不同。因此,子程序的实质也就是这两种形式。只要编写出普通电机和正反转电机的子程序,再加上所需要的电流、电压、频率的设定和显示等数值,就可以完成相应的单机控制。
例如,对于变频电机的控制,首先定义一个变频电机的数据类型,它包括一个双整型数和两个浮点型数,用二进制表示的双整型数不同位可以代表电机的备妥、应答、报警、驱动等信号,两个浮点型数可以代表变频器的设定和反馈,根据控制逻辑把这些信号组态,即实现了对变频电机的控制。
2.2 组控制
在正常的生产条件下,为了操作更加简单方便,减少误操作,根据各种连锁和保护条件,将生产设备分为若干组,开停车时,成组控制。
组控制子程序与定义的启动电机台数为8台。因为它占数据标签的8位,所以使标签结构整齐有序,同时8台也能在通常情况下满足实际要求。如果超过8台,可以使用嵌套的方式,现将几台电机分成一组,再把这个组当成一台电机启动,这样,成组控制的电机可以扩展到无穷多。电机不足8台的,可以启动实际的台数。组内电机如果有已经开启的,程序执行时跳过这一台电机开启下一台。根据不同的现场设备,程序任意定义两台电机间启动和停滞的时间间隔。同时,还能完成紧停、复位等操作。
成组控制时,将生产顺序上有连续关系和连锁关系的设备分成一组,组内每台电机都有备妥信号时,可以发出驱动,调用组控制子程序,组内电机依次开启。电机全部启动后,组启动完毕,有一台电机报警,组启都会失败。不管是单机控制还是组控制,这种通过软件实现的控制与原来的电气控制相比,显得更加简单、稳定、可靠了。传统的电气控制方式,使用了大量的继电器、接触器、触点多,接线繁琐,在控制时触点转换频繁,故障率高,工作不稳定。用软件实现的控制可以完成电器方式的全部控制,但可靠性大大提高了,维护也更加方便了。
2.3 PID回路控制
在整个工艺过程中,保持系统的热工制度稳定是优质高产的前提和关键。PID回路控制,能平稳、迅速、准确地自动调节现场的相关设备,使温度、压力等参数稳定在一定范围内,既提高了系统的稳定性,又提高了响应速度,满足了工艺需要。
编程中利用软件自身的PIE)结构体,通过设定点与过程变量的差值来控制控制变量,实现闭环控制。
根据工艺要求有许多需要PID控制的参数。例如:排风机进口测定流量,磨出磨气体压力,收尘器出口温度等等。这些参数的稳定为整个磨系统的优质高产提供了必要保证。
3 改善系统稳定性的几点措施
在系统的调试过程中,我们发现,影响系统稳定运行的因素很多,因此,在系统设计时就应尽量避免和减少干扰对系统的影响,同时,在日常的维护工作中,也应经常巡检,做到故障发现及时,处理及时,这样才能使整个系统稳定、高效地运行。
现场控制柜与信号源间的导线应远离大功率用电设备,大型电气设备启动频繁,大的开关装置动作也较频繁,这些电动机的启动、开关的闭合产生的火花会在其周围产生很大的交变磁场.这些交变磁场既可以通过在信号线上耦合产生干扰,也可能通过电源线上产生高频干扰,这些干扰如果超过容许范围,也会影响计算机系统的工作。
输入、输出信号线尽量分开走线,郴要与动力线在同一管路内或捆扎在一起,以免出现干扰信号,产生误动作;信号传输线采用屏蔽线,并且将屏蔽线接地;扩展电缆易受噪声电干扰,应远离动力线、高压设备等。
系统的供电电源应采用单独变压器供电,这样可以避免大功率设备启动时影响UPS性能,对系统造成冲击。对UPS 电源的维护应严格规范,按规程定期进行电池的自动测试。
对于变化速度很慢的直流信号,若测量毫安值时比较准确但显示值不稳定时,可在现场柜端子上加滤波器,以使混杂于信号中的干扰信号降低为最小。
计算机系统要良好接地,每一个现场柜均应统一接地,已获得一个等电位点,接地线裁面不小于2mm。信号源电路也应有稳定的系统接地,以防止形成地回路干扰DCS系统,同时也可以避免遭受雷击或其他破坏。
从二次回路到现场站的所有接线应牢固,尤其是抽屉柜的com线和中间继电器N线等,防止设备大面积跳停,为系统稳定运行提供保证。由于水泥生产的特殊性,现场站四周要严格密封,模件尽量避免直接震动和冲击、阳光直射、油雾、雨淋等;不要在有腐蚀性气体、灰尘过多、发热体附近应用;避免导电性杂物进入控制器。柜内要定期吹扫,保持清洁,以免造成模件内部断路,接触不良等。
4 结束语
DCS是集计算机技术、控制技术、网络通信技术和图形显示技术于一体的系统。与常规的集中式控制系统相比有如下特点:
(1)实现了分散控制。它使得系统控制危险性分散、可靠性高、投资减小、维护方便。
(2)实现集中监视、操作和管理。使得管理与现场分离,管理更能综合化和系统化。
(3)采用网络通信技术,这是DCS的关键技术,它使得控制与管理都具实时性,并解决系统的扩充与升级问题。
DCS系统在我公司HOROMIIJ.磨生产线上的应用,实现了生产控制管理中的是实时性、准确性、完整性,提高了设备运转率改善了工作环境,节约了人力资源。其优越的性能,完全符合了复杂生产工艺的要求,实现了水泥磨优质高产低能耗的目标,满足了水泥大型化现代化生产的需求。它标志着我国水泥工业自动化水平已发展到一个新阶段。
参考文献
[1] Contrologix系列出版物Lngix5550控制器用户手册,
罗克韦尔自动化技术资料,1999w
[2] KS View 32TM Expanding the world of MMi User’s
Guide,Rockwell Software.1998.