
在汽车制造行业,如何有效地维持车体的质量水平是一个非常重要的课题。现在,大多数消费者不仅更加看重车体的外观样式,而且对车辆的安全性、耗油量、低噪音、耐久性及乘坐舒适性等要素也都非常关注,而这些要素都会直接受车体制造质量的影响(见图1) 。
 nload="javascript:if(>740)=740" align=center border=0>
nload="javascript:if(>740)=740" align=center border=0>
从生产角度来看,生产成本与车体制造有着密切关系,如何合理地完成车体制造环节,将会对生产成本的控制起到很大作用。因此,模具、冲压零件、检查夹具、白车体、塑料制品等零部件等级的品质管理、半成品组装的品质管理、成品组装的品质管理,共同构成了合理推进车体制造的重要因素。
近年来,很多汽车制造商的生产全球化,通过灵活地运用IT技术可以将各个工厂之间的品质水平进行共享,并同时推进生产活动。这种状况下,在品质情报共享系统中如果不能有效地利用情报应用、逆向工程、数字组装等RP手法,将不可能战胜竞争对手。尤其作为品质情报入口的三坐标测量技术在确保品质数据的可信性及可靠性方面都应作为要点来考虑。
面向车体制造行业的三坐标测量机
株式会社三丰目前在市场上销售的三坐标测量机在车体制造行业应用十分广泛,主要有以下几个种类:
 nload="javascript:if(>740)=740" align=center border=0>
nload="javascript:if(>740)=740" align=center border=0>
● CARBstrato三坐标测量机
在目前销售的三坐标测量机中,CARBstrato (见图2)工作效率最高、环境适应能力最强,主要有单悬臂式和双悬臂式两种规格。产品阵容有尺寸范围X轴4~18m、Y轴1.4~2m(单悬臂)和2.6~3.8m(双悬臂)、Z轴2~3.5m的标准机型和准标准机型。主要应用于车体组装线上的车体制造品质监控和试制品、模具制造部门的前后盖、半成品、车壳体等的测量,特别适用于在单位时间内需要测量多点数的工件。
●CARBglint三坐标测量机
CARBglint是高精度、高功能的普及型卧式三坐标测量机,专门为不需要高速度的产品试制、零件供应商及设计部门等开发的机型。其操纵箱、软件、检测器等主要部件几乎与CARBstrato通用。从已经使用CARBstrato客户的角度来看,如将CARBglint作为二线机使用时,完全不需要重新接受操作训练,另外,CARBglint价格低廉,适合在全球的各个生产基地设置复数台。
 nload="javascript:if(this.Width>740)this.width=740" align=center border=0>
nload="javascript:if(this.Width>740)this.width=740" align=center border=0>
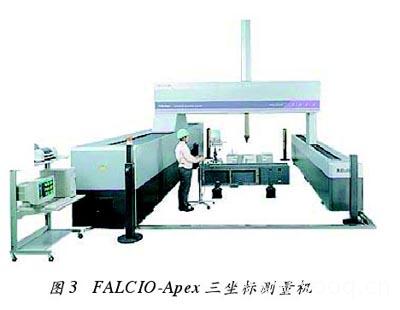
●FALCIO-Apex三坐标测量机
FALCIO-Apex(见图3)是适用于模具测量和检查夹具等品质保证的三坐标测量机。其精度是目前市场上所销售的大型三坐标测量机中最高的,另外,FALCIO-Apex装有可在安装现场进行自动精度校正系统MOVAC,该系统可对安装现场地基的经时变化进行补偿。
最新的典型应用有:冲压模具表面形状精加工后的保存、钢板折弯量和前后盖形状的关系分析以及量具类的品质保证等,此外,与非接触检测器/测头同时使用的实例也非常多。
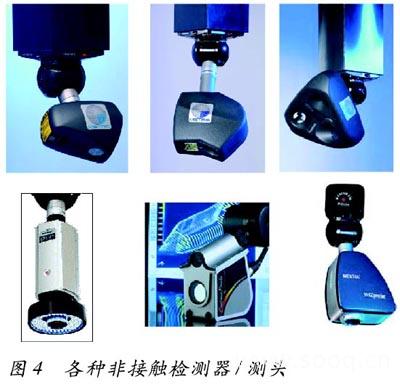
非接触检测器/测头
 nload="javascript:if(>740)=740" align=center border=0>
nload="javascript:if(>740)=740" align=center border=0>
非接触检测器/测头(见图4)的使用方法有将检测器安装在三坐标测量机、工业用机器人以及在支架上固定使用等多种方法。在这里具体介绍一下株式会社三丰销售业绩最好的在三坐标测量机上安装的非接触检测器。
根据市场需求,在三坐标测量机上安装非接触检测器系统主要因为:
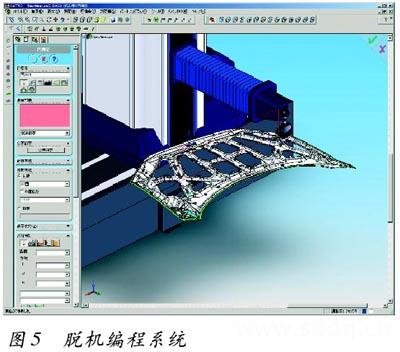
(1)脱离手动,实现全自动测量。车体等工件由于测量项目多,手动测量不能满足需求,再加上测量相对凹凸较多的复杂形状时需要将检测器进行各种角度的定位,所以手动测量是不可能达到的;另外,测量复数个相同形状的工件时,检测器可对每个工件上的每个部位进行相同角度的正确定位,重复精度极高。如果想脱机编程并在夜间进行无人运转,没有全自动测量机是不可能完成的(见图5)。
 nload="javascript:if(>740)=740" align=center border=0>
nload="javascript:if(>740)=740" align=center border=0>
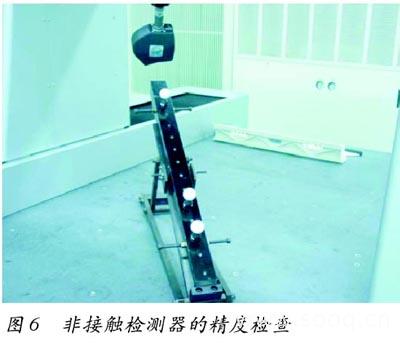
(2)不仅只使用抄数功能,在品质保证上也想有效地使用非接触检测器。使用接触检测器的三坐标测量虽说不是100%准确,但在制造商和用户之间存在着双方都能够同意的检验标准,可用步距规、量块等基准器来确认。相对而言,现在每个制造商的非接触测量系统都有各自的精度表现方法和精度保证顺序,所以从用户角度来看没有一个客观的指标来判断其到底能达到什么精度(见图6),其中已经有一部分团体正在准备着手制定判断标准,但由于刚刚起步,到达完备的水平还需要一段很长的时间。
 nload="javascript:if(this.Width>740)this.width=740" align=center border=0>
nload="javascript:if(this.Width>740)this.width=740" align=center border=0>
另一方面,如果在装载有接触检测器的三坐标测量机上使用非接触检测器,可以简单地将二者的测量结果进行比较,由于测量数值也是遵循三坐标精度检验基准得以验证的,因此,溯源系统得到了确保。
如果把非接触检测器固定在支架上或安装在工业机器人上使用时,定位精度溯源难以确立到三坐标测量机的水准(高精度三坐标测量机的精度可达到mm以下的水平)。这样,仅仅以抄数为目的,不能真正达到品质保证的目的。但是,此系统在不要求精度、受使用场所大小限制以及经常移动测量场所的情况下作用将非常大。
点群处理软件
 nload="javascript:if(>740)=740" align=center border=0>
nload="javascript:if(>740)=740" align=center border=0>
 nload="javascript:if(>740)=740" align=center border=0>
nload="javascript:if(>740)=740" align=center border=0>
非接触检测器和三坐标测量机同时使用或单独使用时,在扫描工件表面时如何能够实现无振动、等速、相同的扫描角度,将直接影响到非接触检测器所采取点群的品质。这个部分所需要的注意事项与使用接触式检测器时相同。使用非接触测量时,由于受工件表面状态(对于所使用激光波长的反射率分布、粗糙度、污垢等)的影响,不确定度的增加是不可避免的。由于需要验证这些非接触检测器固有的不确定度及其系统(三坐标测量机、工业用机器人)定位精度的不确定度的总和,因此,在相同测量负荷和自由度的情况下,到目前为止,还没有非接触测量系统能够超过拥有mm以下分辨率和不确定度已经验证的接触式三坐标测量机。
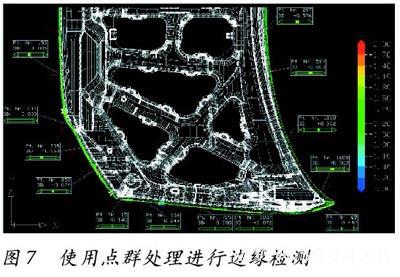
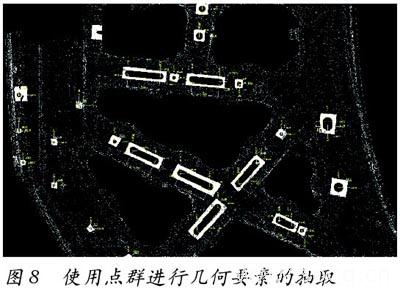
进行非接触测量时不仅需要严格的验证并确认上述的不确定度,还需要对取得点群以后的软件处理时间和不必要点的间拔、边缘检测(见图7)、几何要素的抽取(见图8)以及贴面后的精度等进行验证,即在这个领域的处理速度及功能是客户使用舒适与否的关键。


