
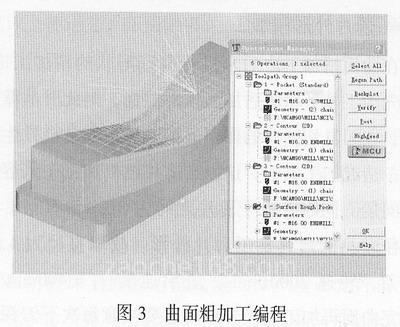
2.电极曲面粗铣
第二步使用Surface Rough Pocket编程即曲面粗加工的形式进行曲面粗铣削,如图3所示,为节省时问仍继续使用φ16mm端铣刀,转速1200r/min,进给速度νf=1000mm/min,每层背吃刀量0.7mm。
 nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
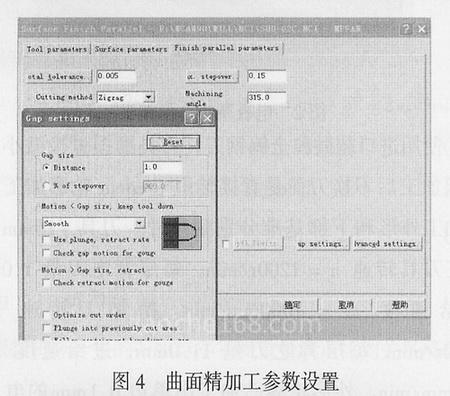
3.电极曲面精加工
第三步采用Surface Finish Parallel的编程方法精加工曲面,使用直径为φ10mm的二刃球形铣刀;刀具转速为2300r/min;进给速度为1000mm/min;进刀角度为315°;为保证曲面足够的精度和良好的表面质量,曲面精度参数Tolerance值设为0.005,每行进刀间距为0.15mm。具体设置如图4。
 nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
加工时刀具路径模拟效果如图5,如果没有先进行曲面粗加工(即第二步Surface Rough Pocket加工)而直接进行曲面精铣,会使φ10mm球形刀精铣的切削量较大,刀具振动大,表面粗糙度值增大达不到快速精铣的目的甚至有可能断刀。采用 315°的进刀角度目的是使加工行间距均匀,切削液冲刷效果好,工件表面质量提高。
