
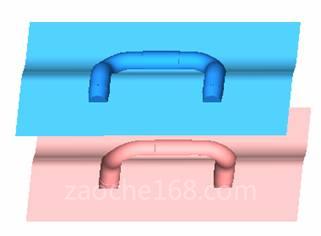
步骤四、共有分模面设计,利用组合曲线和拉伸、混合曲面等功能设计动、静模共有的分模面。 分模面最终外形如下:
 nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
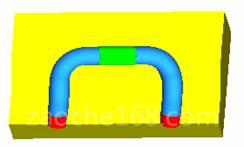
步骤五、设计芯盒动、静模毛坯,通过草绘一个毛坯外形,再用拉伸功能即可完成。
.jpg) nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
步骤六、输出动模体和静模体,这两个部分都含有毛坯和分模面。
步骤七、生成芯盒动模体、静模体。
Cimatron 是通过缝合分模面,再用切出命令生成动模体和静模体。
 nload="javascript:if(this.Width>500)this.width=500" align=center border=0>
nload="javascript:if(this.Width>500)this.width=500" align=center border=0> nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
芯盒动模体 芯盒静模体
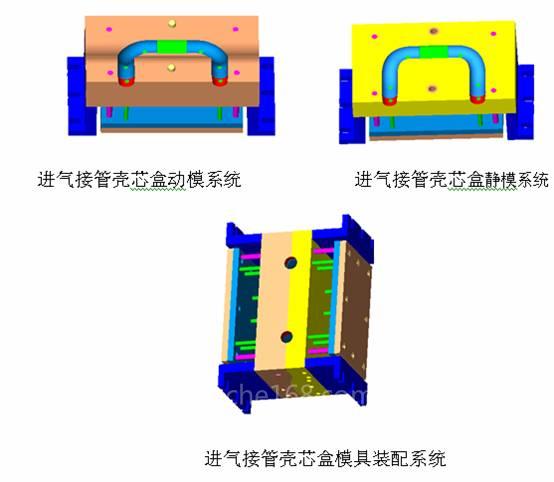
步骤八、 进气接管模具 装配设计
Cimatron 装配功能齐全,为装配零件提供了便捷的约束指令,可以根据企业的要求作出标准件库,可以在装配环境中参考其他零件任意创建所需要的特殊零件。
在 进气接管模具 装配里设计内容包括:确定模架大小,在模体上确定顶杆直径大小及位置、确定加热管功率大小及位置、确定定位销孔位置等等,下图是在装配环境中设计的结果:
 nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
五、进气接管壳芯盒模具的加工 。
Cimatron 加工特色: 1 、 基于知识的加工( KBM ) 2 、基于毛坯残留知识( KSR )的加工 3 、基于斜率的一体化分析功能 4 、自动化加工( ANC ),可以称为面向 NC 的 CAPP 5 、世界领先的高速铣削加工 (H.S.M.) 。 Cimatron 加工以简单易学,高效安全著称于世。
进气接管壳芯盒模具的加工设计过程:
步骤一、进入加工环境,调入 进气接管壳芯盒动模 。
步骤二、粗加工设计。毛坯是矩形方块,尺寸 468x262x104 ,材质为耐热铸铁 RTCr 。粗加工加工策略采用体积铣、毛坯环切,刀具选择φ 24 R4 环刀。
步骤三、半精加工设计。 加工策略 采用体积铣、二次开粗选项对模具进行半精加工,系统会自动在余料大的地方进行二次开粗,保证为下一道工序精加工留量一致,根据零件特点刀具选择 φ 16 球刀.
步骤四、精加工设计。根据零件特点,芯子面和分模面应采用不同的刀具加工,芯子面刀具使用球刀,分模面精加工刀具采用环刀。
分模面精加工 策略 选择曲面铣、根据角度精铣,使用这种策略系统会自动查找平缓区域和垂直区域,不同的区域采取不同的加工策略,直到满足图纸要求为止,刀具选择 φ 16 R4 环刀。
里腔芯子面精 加工策略 选择曲面铣、根据角度精铣,刀具选择 φ 12 球刀。
步骤五、清根设计。 加工策略选择局部精细加工、清根铣。刀具选择φ 6 球刀,由于与前一把刀具直径φ 12 相差大一些,系统会采取二次开粗保护刀具.
